HYFO Case demonstration
- 09/02/2024
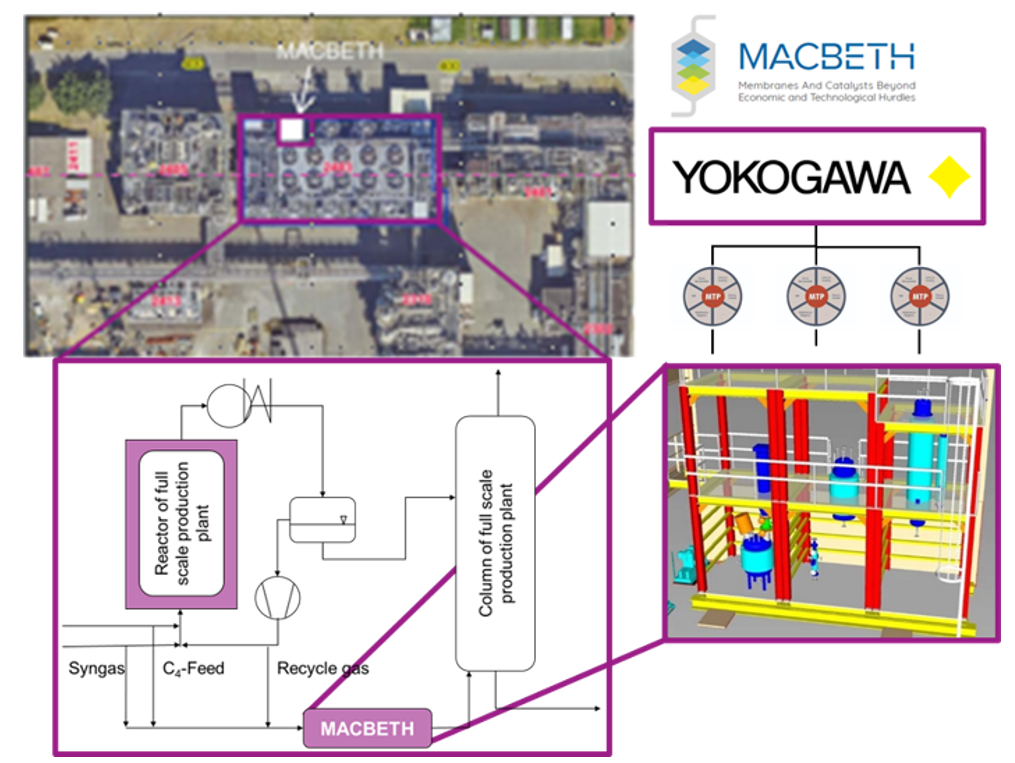
For the HYFO case the demo plant will be operated in by-pass to the production plant at the Evonik Oxeno GmbH site in Marl (Germany). All main and auxiliary streams of the demonstrator are fed back into the production plant.
Figure 1: Integration of the MACBETH demo plant in by-pass to the production plant at the EPM site in Marl (Germany)
Since the demonstrator was designed in a modular fashion, it consists of three modules which were constructed external of the production plant (09 / 2022). The three modules are a catalyst coating unit, a fixed bed reactor unit for benchmarking purposes and the MACBETH catalytic membrane reactor unit. A fourth module – a membrane unit – is intended to be implemented at a later stage within the downstream of the fixed bed reactor unit. After successful construction and cold start-up (06/2023), the modules were transported to the operating site (07/2023) and connected to the production plant (09/2023). This procedure ensured minimal disruption of the daily production routines.

Figure 2: Roadmap to implementation of the HyFo demo plant into bypass of full scale production plant
At the production site the catalyst filling for both reactors took place. For the MACBETH reactor 52 membrane coated monoliths were carefully placed inside the reactor ensuring that the membrane at the outside of each monolith was operational.
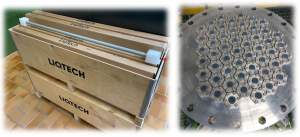
Figure 3: Placement of the membrane coated monoliths (left) in the MACBETH reactor (right)
In a first stage the fixed bed reactor was started-up (11/2023) according to a procedure that was tested in Mini plant scale before in lab environment. In a second stage the MACBETH membrane reactor followed just before Christmas. Initial results indicate successful implementation of the membrane coated monoliths in the MACBETH reactor. Currently both reactors are running at a reduced capacity still carefully checking the behavior of the two reactors under various conditions and fixing smaller shortcomings.
This implementation was only possible by a great collaboration of different teams at Evonik including people from RD&I, Engineering, Process Technology, Technical Services and especially experts from the production plant.
The whole HYFO team from Evonik is now looking forward to the upcoming months of demonstration knowing that there will be challenges to be solved.